


建筑地下连续墙采用双轮铣成槽如何施工?
发布者:君小豪
在岩石坚硬、岩层厚的地铁施工过程中采用双轮铣槽机成槽施工地下连续墙,除能缩短施工工期、提高功效、保证连续墙施工质量外且因其施工噪音及震动小,对周边居民、建筑造成影响较小。
一、工法优势
本工法具有钻进能力强、功效高、成槽质量好、环境影响小等优点,可广泛应用于石坚硬、岩层厚的地铁地下连续墙施工领域。
二、工法特点
2.1工效高:双轮铣槽机借助UCS阀,可适应强度达50~100MPa的各种土层或岩层,钻进能力强,成槽速度快。
2.2成桩质量好:双轮铣槽机DMS电子系统可时刻监控液压双轮铣的工作参数及位置;专业器械装置可对垂直度的偏差及时进行修正,保证施工质量。
2.3环境影响小:成槽过程噪音及产生的震动很小,对周边建筑造成影响小;同时切削渣通过反循环系统并经过泥浆处理系统的分离可重复利用,环境污染小,能满足城市地下施工的高环保要求。
2.4垂直度控制好:双轮铣设备的DMS系统可有效的监控成槽垂直度,通过X、Y、Z轴的调整可及时对垂直度进行调整纠偏。
三、适用范围
本工法适用于地铁地下连续墙施工中,软硬交互的岩层(50~100Mpa)。
四、工艺原理
双轮铣槽机是一个带有液压和电气控制系统的钢制框架,底部安装 3 个液压马达,水平向排列,两边马达分别带动两个装有铣齿的滚筒。铣槽时,两个滚筒低速转动,方向相反,其铣齿将地层围岩铣削破碎,中间液压马达驱动泥浆泵,通过铣轮中间的吸砂口将钻掘出的岩渣与泥浆排到地面泥浆站进行集中处理后返回槽段内,如此往复循环,直至终孔成槽。铣槽机的垂直度应与槽段轴线一致,并由两个独立的测斜仪监测,其数据由驾驶室内的电脑处理并显示在液晶屏上,从而驾驶员可随时监控并通过改变铣槽机的转速来实现对铣槽机垂直度的调整。。
五、施工工艺流程及操作要点
5.1施工工艺流程
泥浆制备→导墙施工→地基处理→双轮铣槽机成槽→刷壁
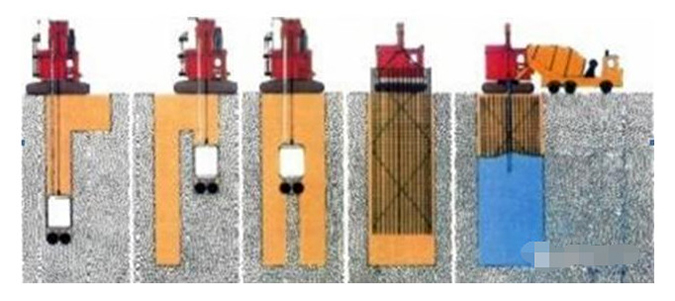
5.1-1双轮铣槽机施工示意图
5.2操作要点
5.2.1泥浆制备
采用膨润土为主、CMC增粘剂(羧甲基纳纤维素,又称人造糨糊)、纯碱等为辅的泥浆制备材料,制造泥浆用水采用PH值接近中性的自来水。
5.2.2导墙施工
(1)导墙结构设计
为确保连续墙正常施工,导墙施工前必须挖深度不小于1.8m的探沟,以探明地下管线。对位于导墙或可能有穿越导墙的障碍物进行破碎清理或局部处理。对范围小、深度浅的障碍物采取深导墙施工,对范围广深度大的障碍物采用先将障碍物清理后再用粘土回填,然后再做深导墙。

图5.2-1导墙施工图
(2)导墙施工方法
①导墙是保证连续墙精度的首要条件,因此,在施工放线前做好技术交底,严格复核,保证定位放线准确;
②导墙施做时放宽50mm(沿中轴线向两侧,每边各放宽25mm),是为了保证抓斗、钻头、钢筋笼进出较为顺利;
③为保证连续墙既满足成槽精度而又不侵入车站建筑界限,同时保证内衬墙结构厚度,在放线时将连续墙中轴线向外多放150mm;
④导墙内墙面垂直度控制在5‰之内,内墙面平整度在±3mm内,全长范围内高差控制在±5mm内,导墙轴线误差控制在±10mm之内;
⑤导墙上口高出地面200mm,以防止垃圾和雨水冲入导槽内污染或稀释泥浆;
⑥导墙开挖土方时,如果外侧土体能保持垂直自立时,则以土壁代替外模板,避免回填土。否则外侧设模板。砼强度达到设计要求后,墙背用粘土夯填密实,防止地表水渗入槽内,引起槽段塌方;
⑦导墙施工完成后,在槽底铺上40mm厚M5水泥砂浆,在槽段未开挖前可作临时储浆或换浆沟用。
⑧拆模后每隔2米,设两道木支撑,支撑采用8cm×8cm的方木,抓槽之前,不拆内撑。同时严禁重型机械在砼未达到设计强度之前靠近导墙行走,防止导墙变形。
5.2.3地基处理
(1)铣槽机施工前地基处理:
铣槽机设备应该应置于稳定的地基上,松软场地应进行加固处理。
①处理范围:铣槽机放置处5*5*0.2m范围。
②钢筋采用双层双向Φ12@200钢筋网片。
③混凝土:采用C20混凝土。
(2)铣槽机施工过程中空洞处理:
铣槽机作业时,若遇到空洞时槽内泥浆会迅速流失,槽壁缺少护壁泥浆可能造成坍塌,甚至会引起铣槽机下沉和铣槽机被埋陷。
处理措施:如果空洞范围较小,应及时补充新浆。若空洞较大而泥浆不够补给,造成槽壁坍塌,及时联系混凝土供应商,快速回填素混凝土,待填满空洞区域后迅速补充槽内泥浆,加强槽内泥浆循环,保持泥浆各项指标,维持槽壁稳定,待混凝土达到强度后,铣槽机再继续作业。
5.2.4双轮铣槽机成槽
双轮铣槽机是一个带有液压和电气控制系统的钢制框架,底部安装 3 个液压马达,水平向排列,两边马达分别带动两个装有铣齿的滚筒。铣槽时,两个滚筒低速转动,方向相反,其铣齿将地层围岩铣削破碎,中间液压马达驱动泥浆泵,通过铣轮中间的吸砂口将钻掘出的岩渣与泥浆排到地面泥浆站进行集中处理后返回槽段内,如此往复循环,直至终孔成槽。铣槽机的垂直度应与槽段轴线一致,并由两个独立的测斜仪监测,其数据由驾驶室内的电脑处理并显示在液晶屏上,从而驾驶员可随时监控并通过改变铣槽机的转速来实现对铣槽机垂直度的调整。
图5.2-2铣槽机成槽施工图
操作手可以结合以下几种方法进行调整铣架回复垂直状态,纠偏的动作幅度逐渐减小到纠偏完成,然后继续铣槽作业。纠偏过程中的各种方式均通过DMS系统进行监控。被记录的参数及图示可作为文件显示出开挖点、段的垂直度值。
①X-X轴纠偏
可通过以下两个途径:
⑴ 调整切铣鼓转速:根据需要,两个轮的其中一个可以转换旋转方向,形成双鼓同向旋转,实现快速转位。通常情况下,切削轮旋转方向保持不变,而是通过提高一个轮的转速进行调整。
⑵ 通过侧板的运动调整
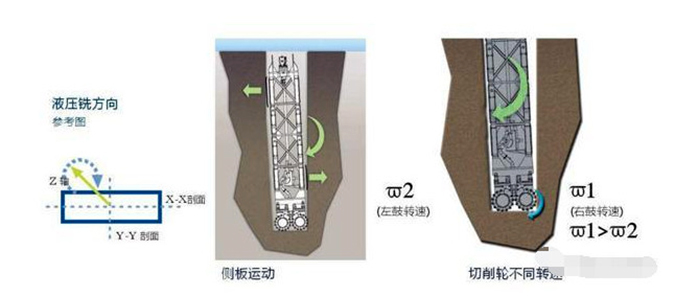
图5.2.4-1 X-X轴纠偏
②Y-Y轴纠偏
Y-Y轴纠偏可通过以下两个途径:
⑴ 移动侧板
⑵ 改变切削轮相对铣架倾斜度
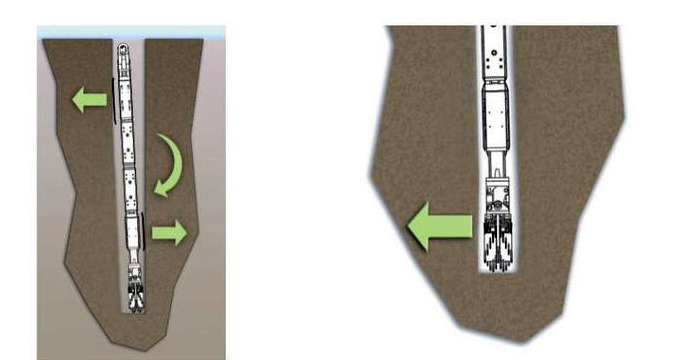
图5.2.4-2 Y-Y轴纠偏
③ Z轴摆转纠偏
⑴ 移动侧板
⑵ 分别改变切削轮与铣架的角度
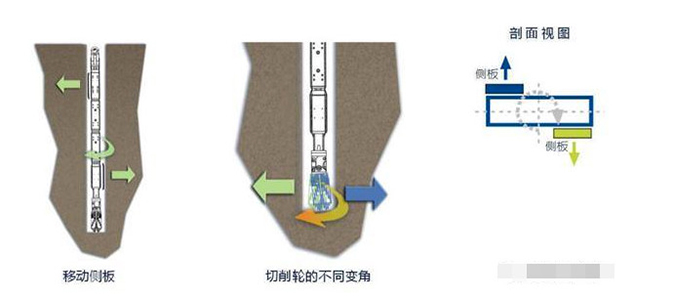
图5.2.4-3 Z轴摆转纠偏
5.2.5刷壁
刷壁工具使用特制刷壁器,刷壁必须在清孔之前进行。为提高接头处的抗渗及抗剪性能,在连续墙接头处对先行幅墙体接缝进行刷壁清洗;反复刷动五至十次,直到刷壁器上无泥为止。
根据不同位置及类型的桩制定桩信息表格,计算出每根桩的类型、深度及位置等信息,方便施工现场查阅。
6.1质量保证措施
6.1.1接头渗漏水预防及控制措施
⑴ 严格泥浆的管理,对比重、粘度、含砂率超标的泥浆应坚决废弃,防止因泥浆引起的砼浇注时砼面高差过大而造成的夹层现象。
⑵ 钢筋笼露筋会成为渗、漏水的通道。控制钢筋笼露筋,钢筋笼保护块有足够的刚度、厚度、数量,钢筋笼在吊放入槽时先对中槽壁中心,以免挤压保护块。同时钢筋笼下放不顺时,不得强行冲放,以防止露筋。
⑶ 防止砼浇注时槽壁坍方。钢筋笼下放到位后,附近不得有大型机械行走,以引起槽壁土体震动。
6.2.2预防成槽漏浆措施
(1)产生漏浆现象最主要地方是地下管道部位。对于施工区内地下管道,在导墙施工时,先将地下管道在导墙范围内的部分破除干净,导墙做成深导墙,导墙的底部必须超过地下人防和地下管道的底板,进入原状土层,导墙的后部用粘土回填密实,防止漏浆。
(2)对于少量漏浆现象,是由于地质原因,可在泥浆中加入0.5-2%的锯末作为防漏剂,继续成槽。
(3)对于突然出现大量漏浆现象,则是由于开挖槽壁中有孔洞出现,这时要立即停止成槽,并不断向槽内送浆,保持槽内泥浆面的高度,防止槽壁坍方。然后挖出导墙外边的土体,查找漏浆的源头进行封堵。待处理结束后才能继续进行成槽。




